Как сделать красивый и правильный сварочный шов, если нет опыта. В наше время сварной шов можно встретить практически в каждой существующей отрасли. Но большинство владельцев домов прибегают к услугам профессионалов, хотя на самом деле такой навык можно легко получить самостоятельно и здорово экономить, тем более, что сварочный процесс достаточно интересен, и от сварки обычных инструментов вас может потянуть к созданию необычайно красивых изгородей.
Обучиться делать правильный сварочный шов несложно, главное, чтобы вы разобрались со всеми нюансами и можете смело переходить непосредственно к процессу.
Содержание
- 1 Особенности технологии сварки
- 2 Теория сварочных работ
- 3 Что нужно купить, чтобы приступить к сварке
- 4 Какие бывают виды и типы электродов по маркам
- 5 Какую выбрать полярность при сварке металла электродами
- 6 Как подобрать диаметр электрода для сварки металла разной толщины
- 7 Как разжечь электрод
- 8 Как вести электрод и правильный угол наклона электрода
- 9 Секреты и техника сварки инвертором для начинающих
- 10 Принципы работы сваркой и основные понятия
- 11 Возбуждение сварочной дуги
- 12 Виды сварных швов и соединений
- 13 Техника ведения электрода – залог красивого сварочного шва
- 14 Техника получения хорошего сварного соединения
- 15 Как продолжить сварку после её остановки?
- 16 Как получаются вертикальные швы
- 17 Как электросваркой сварить потолочный шов
- 18 Советы от профессионалов
- 19 Подготовительный этап
- 20 Подбор сварочных электродов
- 21 Технология процесса сварки
- 22 Дефекты сварных швов
- 23 Как варятся угловые швы
Особенности технологии сварки
Согласно общепринятой классификации, имеется два варианта идеального сварочного шва, в частности:
- Разъёмный вид.
- Неразъёмный вид.
К разъёмной технологии относятся швы и соединения, которые можно без ущерба разъединять, не нарушая соединительных элементов. В качестве простейших элементов выступают болт и гайка. Неразъёмное соединение относится к высокопрочным конструкционным решениям, детали ни в коем случае не разъединяются, не нарушается единственность и целостность конструкции. К такому варианту относятся заклёпочные и сварочные технологии. Как показывает опыт, чтобы добиться идеального качества отличным вариантом станет зона термического влияния сварного шва, которая обеспечивает высокий результат соединения.
Теория сварочных работ
Начинающий сварщик задумывается, какой сварочный инвертор купить, и какие нужны приспособления для сваривания металла электродами. Если отбросить профессиональное использование сварки, покупайте сварочный инвертор, а не трансформатор или полуавтомат.
Сварочный инвертор преобразует переменный ток из электрической сети в постоянный.
Плюсы инверторного сварочного аппарата, по сравнению с полуавтоматом и трансформатором:
- Небольшой вес и габариты, в среднем инвертор весит 3-5 кг.
- Простота использования для новичков.
- Позволяет быстро освоить сварочное дело.
О достоинствах инверторов можно рассказывать бесконечно, но лучше один раз увидеть, чтобы понять, какие плюсы есть у этого вида сварочного оборудования.
Теперь расскажем, что за процесс идёт во время сварки металла и как оценивать результат. Есть две металлических заготовки разных размеров. К металлу через электрод и массу подводится постоянное напряжение от сварочного инвертора. Чтобы возникла электрическая дуга, необходимы два токопроводящих элемента с плюсом и минусом. При касании металла электродом, которые имеют разную полярность, зажигается электрическая дуга с выделением высокой температуры. Металл начинает плавиться и, одновременно, при движении, плавится металлический стержень электрода с особым покрытием – обмазкой.
При сгорании, обмазка создаёт газовую защиту шва, предохраняя его от вредного воздействия кислорода.
Также при сварке образуется защитный шлаковый слой сварочной ванны, который, затем, отбивается специальным молотком сварщика.
После окончания сварки деталей, металл остывает, кристаллизуется и образуется прочное сварное соединение.
Что нужно купить, чтобы приступить к сварке
На этот вопрос отвечает статья — Инструменты и принадлежности для ручной дуговой сварки: базовый набор. Если кратко, то вам потребуются для начала сварки инвертором в домашних условиях:
- Электроды.
- Маска сварщика.
- Краги или защитные перчатки.
- Защитная курка, штаны и закрытая обувь.
- Молоток сварщика и щетка для удаления шлака.
О выборе маски для сварки металла специалист рассказывает в этом видео.
Оптимальный выбор начинающего сварщика – маска со светофильтром типа «хамелеон».
Её неоценимый плюс, по сравнению с обычным защитным щитком с затемнённым стеклом, – сварщик видит свариваемые детали. Ему не нужно поднимать и опускать маску, т.к. «хамелеон» автоматически затемняется при появлении сварочной дуги и надёжно защищает глаза.
При прекращении сварочного процесса стекло автоматически просветляется. Это упрощает работу. Новичок в сварке не нахватается т.н. «зайчиков» от яркой вспышки дуги, если не вовремя опустит маску с обычным стеклом.
Какие бывают виды и типы электродов по маркам
Если зайти в любой специализированный магазин по продаже сварочного оборудования и посмотреть на ассортимент, то глаза просто разбегаются от предложений разных типов электродов. Что купить?
Выбирая электроды для сварки, обратите внимание на состав сердечника. Металл стержня должен быть идентичен свариваемому металлу. Есть электроды следующих видов. Для сварки:
- Углеродистой и легированной стали
- Для сваривания нержавейки и цветных металлов.
Упростим выбор. В быту чаще всего сваривают обычный «черный» металл – профильные и круглые трубы, уголки, полосы, арматуру, швеллеры, двутавровые балки, трубы водопровода и т.д.
Также обратите внимание на обмазку электродов. Есть четыре типа покрытий – основной, рутиловый, кислый и целлюлозный. Оставим за рамками данной статьи кислое и целлюлозное покрытие электродов. Для домашних работ сварщику достаточно электродов с рутиловым покрытием (марки МР-3 и ОК 63) и основным покрытием (марка УОНИ 13/55).
Плюсы электродов с основным покрытием:
- Подходят для сварки ответственных конструкций с высокими требованиями к качеству шва.
- Шов пластичен и ударостоек.
Недостаток электродов с основным покрытием:
- Повышенные требования к чистоте поверхности свариваемого металла и обработке кромок деталей.
- Для начинающих сварщиков более сложен повторный поджиг электрода.
Плюсы электродов с рутиловым покрытием:
- Металл меньше разбрызгивается.
- Легкий повторный поджиг электрода.
- Стабильность дуги во всех пространственных положениях.
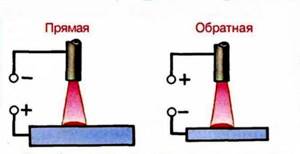
Какую выбрать полярность при сварке металла электродами
Инвертор для ручной дуговой сварки выдает постоянный ток. Если посмотреть на переднюю панель аппарата, то вы увидите, что на ней находятся два разъёма для подключения сварочных кабелей с метками + и -.
Прямая полярность: к плюсу аппарата подключается «прищепка», а к минусу держак.
Обратная полярность: к плюсу аппарата подключается держатель электрода, а к минусу зажим «прищепка» — масса.
Какую полярность выбрать? Об этот вопрос сломано немало копий. Если открыть учебные материалы по сварочному делу и спросить в интернете, часто можно услышать мнение, что на «прямой полярности» свариваемый металл лучше прогревается и проплавляется.
Практика это опровергает.
При сварке, на контакте с плюсом, выделяется больше тепла, поэтому на обратной полярности, держак подключён к плюсу, провар всегда глубже. В результате, на обратной полярности лучше сваривать металл с толстыми стенками. Это — профильная труба, пластины, уголок с толщиной 4-5 мм. И наоборот, на прямой полярности надо сваривать тонкий металл, толщиной не более 1.5-2 мм, чтобы избежать проплавления стенок и появления дырок.
Убедится в правдивости этого высказывания вы можете на практике. Возьмите сварочный инвертор, установите сварочный ток на 100 А. Подключите к разъёмам аппарата держатель электрода и массу и разрежьте металл, — пластину толщиной 4-5 мм, уголок или арматуру сначала на прямой, а потом на обратной полярности, не меняя силу тока и электрод диаметром 3 мм. Вы увидите, что на обратной полярности резка металла идёт быстрее.
Как подобрать диаметр электрода для сварки металла разной толщины
Запомните простое правило: диаметр электрода зависит от толщины свариваемого металла. Металл с толщиной меньше 1 мм обычно варят полуавтоматом или аргонодуговой сваркой, а не электродами. Для ориентира, ниже таблица: «Соотношение толщины стали к диаметру электрода».
Для каждого диаметра электроды выставляется свой ток.
Совет начинающим сварщикам: рассчитать силу тока можно так: на каждый 1 мм диаметра электрода нужно примерно 30 А силы тока. Т.е. для электрода «тройки» выставляйте ток около 90-100 А.
На практике, каждый сварщик подбирает диаметр электрода и силу тока на инверторе индивидуально.
Как разжечь электрод
Существует два способа. Вариант один: разжечь электрод – впритык (касанием). Вариант два: чирканьем. Способы понятны из фото ниже.
Второй способ похож на разжигание спички об спичечный коробок. Первый способ иногда заменяют легким постукиванием об заготовку. Когда электрод новый и на кончике виден металл стержня, зажигание дуги происходит легко.
Если электрод был в работе, то вокруг стержня может появится наплыв из обмазки. Защитное покрытие электрода не проводит электрический ток. Поэтому его нужно отбить, несколько раз постучав кончиком электрода по свариваемой детали. Легкий розжиг электрода нарабатывается навыком, доведённым до автоматизма.
Как вести электрод и правильный угол наклона электрода
После розжига дуги контролируйте сварочную ванну. Удерживайте электрод на расстоянии 2-3 мм от поверхности свариваемых заготовок. Вы должны видеть и отделять сварочную ванну от шлака.
Сварочная ванна – это яркое белое пятно из раскалённого металла.
Электрод держите под углом от 30° до 60°, одновременно сохраняя оптимальное расстояние, т.к. стержень плавиться. Контролируйте его положение и состояние сварочной ванны. Ускоряйте или замедляйте движение руки в зависимости от различных условий и случаев.
Угол наклона электрода сварщик выбирает в зависимости от пространственного положения, сварного шва и выставленного тока. Чем быстрей вы ведёте электрод, тем меньше нагрев металла и величина провара. Если вести электрод медленно, то можно перегреть металл и прожечь дыру в изделии.
Тренироваться самостоятельно новичку сначала нужно на толстом листе металла. Задача: научиться разжигать сварочную дугу и вести электрод по горизонтальной поверхности, чтобы получился качественный шов.
После этого можно приступать к сварке в других пространственных положениях. Хорошим подспорьем для новичков станет видео — Сварка для «чайников» от FORUMHOUSE, в котором технический специалист Денис Замыслов расскажет об азах сварочного мастерства и выборе инверторного аппарата.
Секреты и техника сварки инвертором для начинающих
В этой части мы ответим на самые распространённые вопросы начинающих сварщиков.
benyaПользователь FORUMHOUSE
Я делаю забор из профлиста. Хочу приварить к столбам уголки. Раньше никогда сваркой не занимался. Опыта нет. Посоветуйте с чего мне начать, чтобы сделать надёжно, и как правильно варить сварочным инвертором?
Советы от участника FORUMHOUSE с ником vodovoz:
- Для сварки возьмите обычный бытовой сварочный инвертор.
- Оптимальный диаметр электрода – 2.5 мм, «трешка» требует большего тока.
- Разожгите электрод. Для этого чиркните им по ровной металлической поверхности.
- Сварочный шов ведите восьмерками. Начиная снизу-вверх с шагом не более 1 мм.
- Не варите изделие сразу от начала и до конца. Сделайте пару прихваток, чтобы металл не повело из-за нагрева разных сторон.
- Если после сварки и отбивки шлака остались пустоты, проварите эти места еще раз.
- Отбейте шлак. Береги глаза! Одевайте защитный очки или делайте это в сварочной маске хамелеоне.
HukToПользователь FORUMHOUSE
Самый ходовой электрод в быту – «тройка». Стандартные инверторы тянут «четверку», а больше вам и не надо. Менять и подбирать силу тока можно в процессе сварки, подбирая оптимальный режим. Выставите слишком много – прожжёте дырку, слишком мало – электрод прилипнет.
В копилку знаний:
- Сварочные швы бывают горизонтальные, вертикальные и потолочные.
- Самый простой для новичков — горизонтальный.
- Качественный вертикальный шов сделать особенно сложнее из-за некомфортных условий работы.
Задача сварщика – «слепить» друг с другом две кромки свариваемого металла и наплавить сверху шва, расплавленный металл из стержня электрода.
Чтобы приварить стальной уголок к металлическому столбу, лучше использовать струбцины или магнитные угольники. Если попросить друга помощи подержать заготовку, то он может нахвататься «зайчиков» и получить ожог из-за брызг расплавленного металла.
JamesDouglasПользователь FORUMHOUSE
А как точно определить оптимальный сварочный ток?
Сергейб3Модератор FORUMHOUSE
Возьмите металлическую заготовку. Выставите ток побольше и варите. Если прожигаете металл, уменьшайте ток. Найдите ту силу тока, при которой вам будет комфортно варить без прожига металла. Опыт нарабатывается практикой. Потренируйтесь на ржавых кусках металла, набейте руку. После нескольких электродов, сожжённых на прихватках по ржавчине, потом, на хорошем металле, дело пойдет быстрее.
efhПользователь FORUMHOUSE
Мой совет: тщательно зачищайте свариваемые детали и стыки от ржавчины и краски до чистого металла.
Сергейб3Модератор FORUMHOUSE
Хороший совет. Ещё можно научится варить красивые швы на вертикале. После выполнения такой тренировки, горизонтальный шов становится идеальным.
Принципы работы сваркой и основные понятия
Прежде чем перейдем к технологии, как правильно класть сварочный шов, разберем несколько понятий:
- сварное соединение – это скрепление двух деталей сварочным методом;
- сварочный шов – это участок сварного соединения, который образовался за счет молекулярного соединения расплавленных краев двух металлических деталей, в результате дальнейшей кристаллизации металла;
- металл шва – это сплав, который образуется в результате термического воздействия на основной металл (деталь);
- зона сплавления – это грань между металлом шва и основным металлом (изделием);
- зона термовлияния – это участок, который поддался воздействию тепла, но не расплавился, а лишь изменил свои свойства за счет нагрева.
- сварка – это процесс, во время которого плавится металл с помощью специального оборудования, соединяющего элементы методом расплавления их кромок;
- электродуга – это разряд, возникающий между заготовкой и электродом;
- электрод – это специальный металлический стержень с различным химическим напылением, являющийся проводником электрического тока.
В разных отраслях промышленности применяются разные виды сварки, которые отличаются методом воздействия, применением разных материалов и технологиями работы для создания простых и многопроходных швов. Например, в дуговой сварке основным плавящим элементом выступает электрод, который возбуждает и удерживает дугу на рабочей детали. В газовой сварке источником тепла служит горелка, из которой под сильным давлением выходит ровное бесперебойное пламя, образовавшееся в результате горения смеси кислорода и ацетилена.
Хоть и при разных видах сварки на деталь идет разное воздействие, суть остается одна: два металлических изделия плотно прикладываются друг к другу или с небольшим расстоянием, если, например, необходимо заварить прохудившуюся деталь. Далее с помощью сварочного аппарата мастер прогревает края детали так, чтобы они начали плавиться. В этот момент образуется так называемая сварочная ванна. Кроме основного металла часто применяют дополнительный (электрод или проволоку), для увеличения количества металла шва. Когда готов расплавленный материал – формируется дорожка. Затем он кристаллизируется и образуется прочное соединение.
Возбуждение сварочной дуги
Чтобы возбудить дугу, существует несколько способов.
Вариант 1. Сварщик кончиком электрода должен прикоснуться к металлической поверхности, затем быстро отвести его назад на несколько миллиметров (2 – 4). Как результат появится дуга. Её длина поддерживается медленным опусканием электрода. Все зависит от величины расплавления. Перед тем как образуется дуга, лицо работника обязательно должно быть закрыто защитным щитком.
Вариант 2. Возбудить сварочную дугу можно и другим способом. Кончиком электрода сварщик быстро проводит по металлической поверхности, затем также быстро поднимает его на пару миллиметров. Между электродом и поверхностью металлом появится дуга. Во время сварки необходимо стремиться поддерживать очень короткую дугу. Возле шва будут образовываться небольшие капли металла. Плавление электрода будет плавным и спокойным. Шов получается глубоким и прочным.
Если размер дуги будет слишком длинным, основной металл недостаточно хорошо проплавится. Металл электрода при сварке начнет окисляться, появятся сильные брызги. Шов после такой сварки будет неровным, с многочисленными окисными вкраплениями.
Длину дуги можно легко определить по звуку её горения. Если длина имеет стандартные значения, звук будет однотонным и равномерным. Очень длинная дуга начнет издавать резкие звуки, которые будут постоянно сопровождаться сильными хлопками.
Если дуга оборвалась, ее возбуждают снова. Кратер, на котором оборвалась дуга, тщательно заваривают. Если необходимо сварить очень важный узел, который будет эксплуатироваться при знакопеременной нагрузке, а также возможно появление «усталости», категорически запрещается возбуждать дугу прямо на поверхности основного металла. Если возбуждение будет происходить не по шву, возможно появление «ожога» металла. В этом месте шов может просто разрушиться при эксплуатации детали.
Виды сварных швов и соединений
Швы имеют довольно обширную классификацию. В первую очередь их разделяют по типу соединения делателей. В зависимости от требований к надежности, шов может накладываться с одной или с двух сторон. При двусторонней сварке конструкция получается более надежной и лучше держит форму. Если шов один, часто получается так, что изделие перекашивается: шов «тянет». Если их два, эти силы компенсируются.
Сварные швы в зависимости от вида соединения бывают стыковые (встык), тавровые, внахлест и угловые (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
Непроходимо отметить, что для получения качественного сварного шва, металл не должен быть ржавым. Потому места сварки предварительно зашкуривают или обрабатывают напильником — до полного исчезновения ржавчины. Далее, в зависимости от требований, стачивают или нет кромку.
Стыковое соединение (шов встык)
Шов встык в сварке используется при соединении листового металла или торцов труб. Детали укладывают так, чтобы между ними был зазор в 1-2 мм, по возможности жестко фиксируют струбцинами. В процессе сварки зазор заполняется расплавленным металлом.
Тонкий листовой металл — до 4 мм толщиной — сваривается без предварительной подготовки (зачистка ржавчины не в счет, она обязательна). В этом случае варят только с одной стороны. может быть одинарным или двойным, но требуется заделка кромок одним из представленных на фото способом.
Типы подготовки деталей при сваривании встык
- При толщине детали от 4 мм до 12 мм, шов может быть одинарным. Тогда края зачищают любым из способов. Удобнее при толщине до 10 мм делать одностороннюю подготовку, а более толстые детали зачищают чаще в виде буквы V. U-образная зачистка сложнее в выполнении, потому используется реже. Если требования к качеству сварки повышенные, при толщине более 6 мм необходима зачистка с двух сторон и двойной шов — с одной и с другой стороны.
- При сварке металла толщиной от 12 мм встык, точно необходим двойной шов, прогреть такой слой с одной стороны невозможно. Обрезка кромок двухсторонняя, в виде буквы Х. Использовать при такой толщине V или U образные зачистки кромок невыгодно: для их заполнения требуется в несколько раз больше металла. Из-за чего увеличивается расход электродов и значительно снижается скорость сварки.
Разделка кромок металла при соединении деталей встык
Если все-таки решено металл большой толщины варить с односторонней разделкой, заполнять шов нужно будет в несколько проходов. Такие швы называют многослойными. Как в этом случае варить шов показано на рисунке ниже (цифрами обозначен порядок укладки слоев металла при сварке).
Так варять стыковой шов
Соединение внахлест
Этот тип соединения используется при сварке листового металла толщиной до 8 мм. Проваривают его с двух сторон, чтобы между листами не попала влага и не было коррозии.
При выполнении шва внахлест, необходимо правильно выбрать угол наклона электрода. Он должен быть порядка 15-45°. Тогда получается надежное соединение. При отклонении в ту или другую сторону основная масса расплавленного металла находится не на стыке, а в стороне, прочность соединения значительно снижается или детали остаются вовсе не соединенными.
Как правильно держать электрод при сварке внахлест
Тавровое и угловое соединение
Тавровое соединение в сварке представляет собой букву «T», угловое — букву «Г». Тавровое соединение может быть с одним швом или двумя. Кромки также могут разделывать или нет. Необходимость разделки кромки зависит от толщины свариваемых деталей и количества швов:
- толщина металла до 4 мм, шов одинарный — без обработки кромок;
- толщина от 4 мм до 8 мм — без обработки кромок шов двойной;
- от 4 мм до 12 мм — одинарный шов с разделкой с одной стороны;
- от 12 мм кромку спиливают с двух сторон, и шва делают тоже два.
Типы сварных швов: тавровое соединение с разделкой (обрезкой) кромок и без
Угловой шов можно рассматривать как часть таврового. Рекомендации тут точно такие же: тонкий металл можно сваривать без разделки кромок, для большей толщины приходится снимать часть с одной или двух сторон.
Как подготавливать металл для углового соединения (с одни или двумя швами)
Угловые и тавровые стыки иногда приходится варить с обоих сторон (два шва). Чтобы правильно варить такой шов, детали поворачивают так, чтобы металлические плоскости находились под одинаковым углом. На фото этот способ подписан «в лодочку». Так проще рассчитывать движения электрода, особенно новичку с сварке.
Как варить шов: «в лодочку» и при соединении металлов разной толщины
При соединении тонкого и толстого металла угол наклона электрода должен быть другим — порядка 60° к более толстой детали. При таком положении большая часть прогрева придется на него, тонкий металл не прогорает, что может случиться, если угол наклона будет 45°.
Сварка угловых швов
При сварке угловых швов необходимо следить за положением и движением электрода. У вас должен получаться шов с равномерным заполнением. Проще это реализовать, если выставить детали для сварки «в лодочку», но такое получается не всегда.
Если нижняя плоскость расположена горизонтально, часто получается так, что на вертикальной плоскости, а также в самом углу металла мало: он стек вниз. Это происходит, если в вершине угла электрод находится меньше времени, чем возле боковых его поверхностей. Движение кончика электрода должно быть равномерным. Вторая причина — слишком большой диаметр электрода, который не позволяет опуститься ниже и прогреть нормально место стыка.
Чтобы избежать появления этого дефекта дугу разжигают на горизонтальной поверхности (в точке «А»), двигая электрод к вертикальной поверхности, затем круговым движением возвращют его на место. Когда электрод находится над стыком, он имеет наклон 45°, по мере его продвижения вверх угол чуть уменьшается (рисунок на картинке слева), при переходе на горизонтальную поверхность, угол увеличивается. При такой технике шов будет заполненным равномерно.
Сварка углового шва — положение и движение электрода
При сварке угловых соединений следите еще и за тем, чтобы время нахождения электрода во всех трех точках (по сторонам и в центре) было одинаковым.
Положение в пространстве
Кроме разных типов соединений швы могут по-разному располагаться в пространстве. Бывают они в нижнем положении. Для сварщика это самый комфортный. Так проще всего контролировать сварную ванну. Все остальные положения — горизонтальный, вертикальный и потолочный шов — требуют определенных знаний техники сварки (о том, как варить такие швы читайте ниже).
Виды сварных швов по положению в пространстве: вертикальный горизонтальный, потолочный
Техника ведения электрода – залог красивого сварочного шва
Чтобы создать идеальный шов, недостаточно вести электродом по прямой линии вдоль зазора между деталями. Существует несколько методов создания соединений. Все они основаны на плавном перемещении электрода по определенной траектории, в результате чего остается ровная дорожка.
Чтобы создать красивый сварочный шов, горелку или электрод нужно немного повернуть по отношению к детали градусов на 60. Вести его нужно плавно, но при этом важно не передержать проводник на одном месте, чтобы не пропалить заготовку. Самый простой способ – это «зигзаг». При этом проводник ведется от правой зоны сплавления до левой немного по диагонали. Возвращаться следует в зеркальном отражении и в результате получится, будто мастер условно рисует зигзаг. Такое соединение можно применять для разных видов сплавов и металлов.
Если зазор между заготовками более 5 миллиметров, то лучше применить технику «елочка». При этом совершается больше движений, которые позволяют наплавить больше материала для скрепления. Начинать рекомендуется с правой стороны и вести проводник ровной горизонтальной линией влево, затем под углом 45 градусов нужно вернуться вниз до середины шва и под таким же углом проложить линию вверх, протягивая ее выше той, с которой начинали. Таким образом, будет получаться условная елочка, созданная из множества треугольников. При этом главное не увеличить расстояние между электродом и заготовкой, чтобы не потерять дугу (при электродуговой сварке).
Красивые соединения получаются при использовании методики «петелька». Ее можно применять для тонкого металла при работе полуавтоматом или газовой сваркой. Здесь швы следует накладывать плавными закругленными движениями, напоминающие непрерывную цепочку из петелек.
На картинке можно ознакомиться, какие еще способы применяются, чтобы наносить сварные швы.
Техника получения хорошего сварного соединения
Когда валики начнут получаться ровными, можно попытаться начать изготавливать соединительные швы. Такую операцию сможет выполнить достаточно опытный практикант, который умеет варить электросваркой.
Зажигание электрода выполняется согласно описанной выше технологии. Единственным отличием будет движение руки сварщика. Она будет выполнять колебательные движения. Расплав будет как бы переходить с одной поверхности детали на другую. Движение может происходить по нескольким траекториям:
- Зигзагообразная;
- Петлевидная;
- Елочкой;
- Серпом.
Для тренировки можно взять небольшую металлическую заготовку. По поверхности мелом провести линию, чтобы ее можно было увидеть через темное стекло маски. Именно по ней нужно двигаться электродом, чтобы получить своеобразный шов, в виде любой вышеуказанной траектории.
После того, как шов остыл нужно молотком отбить шлак и рассмотреть проделанную работу.
Когда появился небольшой опыт можно начинать изготавливать соединительные швы, которые имеют несколько видов:
- Тавровые;
- Стыковые;
- Угловые;
- Внахлест.
Кроме того, такие швы могут быть горизонтальными и вертикальными, могут свариваться в разных направлениях.
Только после многочисленных тренировок можно добиться равномерного движения руки. После этого можно получить красивые детали.
Как продолжить сварку после её остановки?
Так как варить электросваркой длинный шов без остановки невозможно, приходится менять электрод или были другие причины прерывания, то на месте остановки получается небольшое углубление, получившее название: кратер. Для возобновления работы, необходимо выполнить следующие действия:
1.Дуга должна зажигаться не на самом кратере. Необходимо отступить от него 12 мм. Затем ее медленно пододвигают к кратеру.
2.Колебательными движениями тщательно заваривается сам кратер.
3.После этого можно продолжать сварку, выдерживая установленный режим. Для получения надежного соединения, сварка должна иметь несколько слоев:
- Заготовка, толщиной 6 мм – 2 слоя;
- При толщине 6–12 мм – 3 слоя;
- Если толщина металла превышает 12 мм – 4 слоя.
Движение электрода в каждом слое должно быть одинаковым. Сварочный шов, после завершения операции обрабатывают, снимая все излишки.
Как получаются вертикальные швы
На рисунке 69а, показана вертикальная сварка. Так как варить вертикальный шов электросваркой достаточно проблемно из-за того, что капли расплава стремятся упасть, то нужно варить такие швы используют короткую дугу. Поверхностное натяжение не дает каплям сразу скатиться вниз. Они быстрее попадают в кратер.
Когда нужно выполнить вертикальную сварку, начинаются с верхней точки, электрод необходимо установить в положение I. Смотри рисунок 69г.
Когда капли начинают опускаться, электрод устанавливается в положение II. Капля не будет стекать, ей не позволит короткая дуга.
Наиболее подходящим диаметром электродов для вертикальной сварки, считаются 3 – 4 мм. Величина тока не должна быть очень высокой, примерно 160 ампер.
Чтобы добиться минимального стекания расплава, когда свариваются горизонтальные швы (смотри рисунок. 70, а), кромки скашиваются у одной верхней детали.
Возбуждение дуги должно происходить на нижнем торце (положение I). Затем дуга переводится на торец верхней детали (положение II). Стекающая капля начинает подниматься.
Как должен двигаться конец электрода, когда выполняется однослойная горизонтальная сварка, можно посмотреть на рисунке 70а, в правой стороне.
Горизонтальные швы разрешается варить в виде продольных валиков. Самый первый должен вариться 4 миллиметровым электродом, а все остальные, диаметром 5 миллиметров.
Это основные нюансы, которые позволят правильно варить вертикальный шов электросваркой.
Как электросваркой сварить потолочный шов
Частый вопрос: как варить потолочный шов электросваркой, ведь он стекает? Ответ прост: такие швы варятся короткой дугой. Сварочный электрод должен иметь тугоплавкое покрытие. Когда происходит сварочный процесс, на торце возникает чехольчик, который не позволяет каплям металла, скатиться вниз. (Смотри рисунок. 70, б). Во время работы конец электрода равномерно удаляют, а потом приближают к свариваемой детали. Когда удаляется, дуга сразу гаснет, шов начинает твердеть. Чтобы выполнить потолочную сварку, независимо от направления, пользуются только электродами малых диаметров. Сила тока уменьшается (10-12%), если сравнивать сварку металла аналогичной толщины, производимой внизу.
Когда свариваются потолочные швы, начинают всплывать пузырьки газа. Они оказываются в самом корне шва. От этого страдает прочность и качество сварного соединения.
Применение потолочной сварки имеет ограниченный характер. О ней вспоминают, когда невозможно получить шов из нижнего положения.
Советы от профессионалов
Мастера, которые с легкостью создают дорожки любой сложности и в любом положении делятся некоторыми советами с начинающими сварщиками, которые не понимают, почему у них не получается то или иное соединение:
- важно сохранить одинаковую ширину зазора вдоль всего шва, тогда он будет качественным и надежным;
- нельзя нарушать расстояние между деталью и электродом, так как при потере дуги деформируется соединение;
- электрод или горелку нужно держать под наклоном 60-75 градусов по отношению ко шву, таким образом, быстро кристаллизируется металл без потеков;
- при работе на вертикальной поверхности лучше варить снизу вверх, так получится избежать растекания металла, образующегося при сварке.
В завершение нужно отметить, что мы рассмотрели базовые методики, как сделать хороший шов. Детальнее можно ознакомится в следующем ролике:
Подготовительный этап
Перед тем, как начать проходить любое обучение и понять, как именно вы будете варить электрической сваркой, следует обязательно запастись некоторыми принадлежностями заранее, чтобы все было под рукой.
Для сварки вам потребуется:
- Сварочный аппарат – электрическая сварка.
- Набор электродов. Учтите, что у них бывают разные диаметры и их следует подбирать в зависимости от толщины и плотности металлического участка. Они нужны для того, чтобы подводить ток к сварочному шву. Начинающим мастерам настоятельно рекомендуем покупать стержни с нагревающимися и легко плавящимися составами.
- Перчатки и резины с длинными рукавам. Лучше всего использовать замшевые.
- Маска, которая оснащена затемненным светофильтром.
- Плотная рабочая одежда.
- Молоток, который потребуется для сбивки шлака (речь идет о стекловидном материале).
- Щетка для очищения швов.
- Трансформатор – его применяют для преображения напряжения сети (220 или 380 В) в низкое напряжение, а ток из низкого — в высокий, до тысяч ампер и он нужен в том случае, когда хотите получить сварной шов высшего качества.
- Выпрямитель.
Вместо выпрямителя и трансформатора новички могут использовать другой, более простой механизм, который называется инвертором. Он очень удобный, а еще является универсальным. При помощи него можно будет сварить и сплавы из алюминия, и надежные высокопрочные стальные сплавы.
С ним в комплекте обычно идет пара проводов, на концах которых есть зажимы. На один конец следует вставить электрод, а на вторую прикрепить детали, которые нужны для сварки. Также никогда не забывайте о технике безопасности!
До того, как вы начнете сварочные работы, следует выполнить подготовку рабочей поверхности, и в этом случае нужно будет убирать с поверхности ржавчину (для этого обработайте ее шкуркой, наждачной бумагой или даже болгаркой). Если этого не сделать, то могут появиться проблемы при розжиге дуги.
Подбор сварочных электродов
Чтобы правильно выбрать подходящий электрод, необходимо учесть несколько важных параметров:
- Толщину заготовки;
- Марку стали.
В зависимости от вида электрода подбирается значение силы тока. Сварка может выполняться в самых разных положениях. Нижняя подразделяется на группы:
- Горизонтальная;
- Тавровая.
Сварка вертикального типа может быть:
- Снизу вверх;
- Потолочная;
- Тавровая,
Каждый производитель в инструкции к электродам, обязательно сообщает значение сварочного тока, при котором они будут нормально работать. В таблице показаны классические параметры, применяемые опытными сварщиками.
На величину силы тока оказывает влияние пространственное положение, а также величина зазора. К примеру, чтобы работать с 3 миллиметровым электродом, сила тока должна достигать 70–80 ампер. Таким током можно пользоваться для выполнения потолочной сварки. Этого будет достаточно для сварки деталей, когда величина зазора намного превосходит диаметра электрода.
Чтобы варить снизу, при отсутствии зазора и соответствующей толщине металла, разрешается для обыкновенного электрода установить силу тока в 120 ампер.
Сварщики с большим опытом рекомендуют для расчета использовать определенную формулу.
Для определения силы тока берется 30–40 ампер, которые должны соответствовать одному миллиметру диаметра электрода. Другими словами, для 3 мм электрода нужно установить ток 90-120 ампер. Если диаметр равен 4 мм, сила тока будет равна 120–160 амперам. Если выполняется вертикальная сварка, сила тока уменьшается на 15 %.
Для 2 мм устанавливается примерно 40 – 80 ампер. Такую «двойку» всегда считают очень капризным.
Существует мнение, что если диаметр электрода имеет малые значения, значит с ним очень легко работать. Однако это мнение ошибочно. К примеру, чтобы работать с «двойкой» нужна определенная сноровка. Электрод быстро горит, он начинает сильно греться при установке большого тока. Такой «двойкой» можно варить тонкие металлы при малом токе, но необходим опыт и большое терпение.
Электрод 3 — 3.2 мм. Сила тока 70–80 Ампер. Сварка должна проводиться только на постоянном токе. Опытные сварщики считают, что выше 80 ампер, невозможно выполнить нормальную сварку. Это значение годится для резки металла.
Сварку нужно начинать с 70 Ампер. Если увидите, что невозможно проварить деталь, добавьте еще 5-10 Ампер. При непроваре в 80 ампер, можно установить 120 ампер.
Для сварки на переменном токе можно установить силу тока 110-130 ампер. В некоторых случаях устанавливают даже 150 Ампер. Такие значения характерны для трансформаторного аппарата. При сварке инвертором, эти значения намного ниже.
Электрод 4 мм. Сила тока 110-160 Ампер. В данном случае разброс, равный 50 амперам зависит от толщины металла, а также вашего опыта работы. «Четверка» также требует особого мастерства. Профессионалы советуют начинать со 110 ампер, постепенно увеличивая силу тока.
Электрод 5 миллиметров и больше. Такие изделия считаются профессиональными, их используют только профи. В основном их применяют для наплавки металла. В сварочном процессе они практически не участвуют.
Технология процесса сварки
Сварка представляет собой процесс, который возделывается под действием высокой температуры. Именно под ее воздействием обрабатываемая поверхность начинает расплавляться, и образуется ванна, в которой смешивается главный металл с сердцевиной из металла электрода. Размер полученной ванны может быть разным, и многое зависит от изначального типа сварки, расположения к поверхности, скорости перемещения дуги и прочего. По усредненным данным, ширина сварки бывает от 0.8 до 1.5 см, а высота от 1 до 3 см, глубина составляет 0.5 см.
Кислород во время соединения с металлом может оказываться ненужное воздействие на стыковку шва, и именно по этой причине электрод будет покрыт особой обмазкой, которая во время плавления будет образовывать такую газовую зону в области дуги, а также над расплавленной ванной, куда не попадает воздух. Именно по этой причине металл не будет взаимодействовать с кислородом. Более того, поверх шва начинает образовываться шлак, который тоже способен препятствовать взаимодействию кислорода и сплава. На финишном этапе он будет считаться щеткой.
Тренировочное упражнение с зажиганием дуги
Как сделать сварочный шов идеальным? Перед любым видом деятельности следует для начала поднабраться опыта. То же самое касается сварочного процесса, поэтому перед тем, как начать сплавлять несколько металлов, следует потренироваться, и сделать на лишнем или старом листе металла валики. Тут потребуется очистить поверхность от ржавчины и грязи.
Далее нужно зажать электрод в держателе сварочного аппарата (инверторе). После этого для того, чтобы переместить ток в зону для плавления, следует просто почиркать, или же вы можете сделать это движение постукиванием. Далее, когда будет создана электрическая дуга, электрод нужно направить на заготовку, и отметим сразу тот факт, что зазор между металлической поверхность и электрической дугой должен быть одинаковым на всем промежутке, но не менее, чем 0.3 см, и не более, чем 0.5 см.
Обратите внимание, что если зазор между металлом и дугой постоянно менять, то дуга из электричества разорвется, а сварной шов получится некрасивым, с недостатками.
Обычно электрический стержень держат под углом наклона в 71 градус. Вы можете его отклонять вперед/назад таким образом, как будет удобнее. В дальнейшем наклон можно поменять в зависимости от специфики сварки и удобства мастера. Кроме того, на этапе тренировки следует прочувствовать силу тока электрической сварки, чтобы подача была стабильной. Если сила тока будет небольшой, то дуга из электричества будет гаснуть, а если большой, то металл начнет расплавляться. Опыт в работе со сваркой приобретается путем метода проб и ошибок.
Правильные движения при помощи электрода
После того, как вы потренируетесь валиками, начнут получаться красивые и ровные углубления, можно начать приступать к тренировке сварочного шва. Именно тут вы сможете понять, как правильно класть идеальный шов электрической сваркой. Этот этап будет посильным для начинающих, которые успели набить руку на валиках, прочувствовать нужную силу тока, и расстояние между зазорами.
Для сварного шва следует для начала подготовить все нужное оборудование, как это было описано выше (зажгите электрическую дугу). Отличительной чертой будет то, что рука мастера в этот раз будет двигаться не по прямой, а по косой траектории, и делать легкие колебательные движения с малой амплитудой. Выглядит все так, как будто мастер старается переместить плавящийся, раскаленный металл от одного края элемента сварки к другому. Движения могут отличаться, и быть похожими на зигзаг, петли, или даже напоминать повторяющиеся изгибы, к примеру, как серпы или елки.
Траекторию можно различать по направлениям:
- Поступательное. Перемещение электрода получается вдоль его оси, и для этого будет достаточно поддерживать стабильную длину электрической дуги.
- Продольное. Это самый тонкий шов, который похож на ниточку. Чтобы вы смогли его накладывать, требуется придерживать высота, которая зависит от скорости, с которой движется стержень с электричеством. Для того, чтобы вы смогли закрепить полученный шов, следует проделать и поперечное направление движения.
- Колебательное. Такая траектория дает возможность получать необходимую ширину шва, и сделать можно будет, совершая колебательные движения рукой. Высота волны колебания подтирается исходя из того, какого размера должен быть желаемый стык.
Тренировку можно проделать на ненужном листе металла. Для начала стоит начертить мелом линию таким образом, чтобы ее было видно сквозь затемненное стекло в маске для сварки. Далее, вдоль линии следует прочертить электродом шов по любой траектории, перечисленной выше. После того, как остынет стык, от него молотком нужно отбить шлак, и тогда будет красивый шов.
Для получения таких первоначальных навыков можно смело начинать со сварки соединительных швов. Они могут быть разной формы – вертикальные, и горизонтальные, стыковые, углообразные, внахлест и прочие. После того, как вы почувствуете, что рука стала двигаться увереннее, можно начать попробовать варить ажурные и красивые швы.
Лучше всего информация усваивается с визуальным восприятием, поэтому рекомендует посмотреть видео в конце статьи. Так вы сможете самостоятельно научиться навыку работы с электрической сваркой. Не забывайте о покупке необходимых принадлежностей и инструментов, а еще не забывайте о том, что такое занятие опасное, и поэтому для проведения работ обязательно нужна будет специальная оснастка, а также защитные меры. Чтобы освоить такой тип работ, следует заранее потренироваться на листе металла, который вам не нужен.
Дефекты сварных швов
У начинающих сварщиков часто при выполнении швов встречаются ошибки, которые приводят к появлению дефектов. Некоторые из них критичны, некоторые — нет. В любом случае, важно уметь определить ошибку, чтобы затем исправить ее. Самые распространенные среди новичков дефекты — неодинаковая ширина шва и его неравномерное заполнение. Происходит это из-за неравномерных движений кончика электрода, изменении скорости и амплитуды движений. По мере накопления опыта эти недостатки становятся все менее заметными, через некоторое время вообще исчезают.
Другие ошибки — при выборе силы тока и величины дуги — можно определить по форме шва. На словах описать их сложно, проще изобразить. На фото ниже показаны основные дефекты формы — подрезы и неравномерное заполнение, прописаны причины, их вызвавшие.
Ошибки, которые могут возникнуть при сварке
Непровар
Одна из ошибок, которые допускают начинающие сварщики: непровар
Этот дефект состоит в неполном заполнении стыка деталей. Этот недостаток необходимо корректировать, так как он влияет на прочность соединения. Основные причины:
- недостаточный сварочный ток;
- высокая скорость движения;
- недостаточная подготовка кромок (при сварке толстых металлов).
Устраняется корректированием тока и уменьшением длины дуги. Подобрав правильно все параметры, от такого явления избавляются.
Подрез
Этот дефект — канавка вдоль шва на металле. Обычно возникают при слишком длинной дуге. Шов становится широким, температуры дуги для прогрева не хватает. Металл по краям быстро застывает, образуя эти канавки. «Лечится» боле короткой дугой или корректировкой силы тока в большую сторону.
Подрез в угловом соединении
При угловом или тавровом соединении подрез образуется из-за того, что электрод больше направлен на вертикальную плоскость. Тогда металл стекает вниз, снова образуется канавка, но уже по другой причине: слишком сильном нагреве вертикальной части шва. Устраняется снижением силы тока и/или укорочением дуги.
Прожог
Это сквозное отверстие в сварном шве. Основные причины:
- чересчур большой ток сварки;
- недостаточная скорость движения;
- слишком большой зазор между кромками.
Так выглядит прожог шва при сварке
Способы исправления понятны — пробуем подобрать оптимальный сварной режим и скорость движения электрода.
Поры и наплывы
Поры выглядят как небольшие отверстия, которые могут группироваться в цепочку или быть раскиданы по всей поверхности шва. Являются недопустимым дефектом, так как значительно снижают прочность соединения.
Поры появляются:
- при недостаточной защите сварной ванны чрезмерном количестве защитных газов (электроды низкого качества);
- сквозняке в зоне сварки, который отклоняет защитные газы и кислород попадает к расплавленному металлу;
- при наличии загрязнений и ржавчины на металле;
- недостаточной разделке кромок.
Наплывы появляются при сварке с присадочными проволоками при неправильно подобранных режимах и параметрах сварки. Представляют собой затекший металл, который не соединился с основной деталью.
Основные дефекты сварных швов
Холодные и горячие трещины
Горячие трещины появляются в процессе остывания металла. Могут быть направлены вдоль или поперек шва. Холодные появляются уже на холодном шве в тех случаях, когда нагрузки для этого типа шва чересчур велики. Холодные трещины ведут к разрушению сварного соединения. Эти недостатки лечатся только повторной сваркой. Если недостатков слишком много, шов срезают и накладывают повторно.
Холодные трещины ведут к разрушению изделия
Как варятся угловые швы
Расплавленный металл при этой сварке, будет стекать вниз. Оптимальным способом сварки подобных швов из нижнего положения, считается «в лодочку». Деталь устанавливается таким образом, чтобы не происходила течь шлака прямо перед дугой. (Смотри рисунок. 68, а).
Когда сваривается угловой шов, при горизонтальном расположении нижней плоскости, иногда плохо провариваются вершины угла.
Причиной образования такого непровара может стать начало сварочного процесса с листа, стоящего вертикально. Расплавленный металл начинает стекать вниз, на лист, не успевший хорошо прогреться. Именно поэтому варить такие швы нужно с нижней плоскости. Причем дуга должна зажигаться в определенной точке (А). Движение должно осуществляться согласно схеме рисунка 68 б.
Электрод наклоняется под 45 градусов, по отношению к свариваемым деталям. Во время сварки нужно электрод немного наклонять в разные стороны. (Смотри рисунок 68 в).
Если угловые швы варятся не «в лодочку», сварка делается однослойной, с катетом шва менее 8 мм. Если величина катета превышает это значение, выполняют несколько слоев.
Для сварки нескольких слоев углового шва, нужно сначала создать узкий валик. Для этого пользуются 3-4 мм электродом. Такой диаметр позволяет полностью проварить корень.
Чтобы определить количество проходов, учитывают размер площади поперечного сечения, имеющегося шва. Обычно эта величина равна 30—40 кв. миллиметров. Рисунок 68 г наглядно показывает, как должны выглядеть угловые швы с разным количеством слоев, имеющие разделку кромок, полностью проваренные.
|
|



