Содержание
- 1 Принципы нанесения порошковой краски
- 2 Порошковые трибостатические пистолеты
- 3 Электростатические пистолеты порошкового окрашивания
- 4 Принципы выбора порошкового пистолета
- 5 Описание
- 6 Сферы применения
- 7 Эпоксидно-полиэфирные краски
- 8 Сферы применения
- 9 Правила окрашивания
- 10 Электростатическое напыление
- 11 Трибостатическое напыление
- 12 Общие характеристики
- 13 Разновидности
- 14 Методы покраски
- 15 Состав
- 16 Подробности
Нанесение порошкового полимерного покрытия
Существуют различные технологии и методы нанесения порошковых покрытий. Электростатический и трибостатический методы являются наиболее популярными и распостраненными.
Принципы нанесения порошковой краски
Порошковая окраска коренным образом отличается от традиционной жидкой. Здесь процесс нанесения красящего вещества происходит не в виде вязкой субстанции (которая под действием механической энергии выбрасывается из сопла краскопульта), а в виде мельчайших частиц сухого красителя.
Прилипание частиц к окрашиваемой поверхности происходит из-за их электризации, в результате чего ими приобретается заряд, отличный от того, которым обладает поверхность. Далее всё происходит в соответствии с известным законом Кулона о притяжении разноимённых электрических зарядов. Сила электризации определяет прочность сцепления.
Приобретение изначально электрически нейтральными частицами положительного или отрицательного заряда может происходить двумя методами:
- Электростатическим, когда частица порошка заряжается от внешнего источника. Поэтому порошковые пистолеты, реализующие этот принцип, называются электростатическими;
- От кинетической энергии трения между смежными частицами, которые с большой скоростью вылетают из сопла красящего пистолета. Поскольку в этом случае используется трибостатический эффект, то и пистолеты получили такое же название.
Независимо от источника энергии, заряжающего порошок, равномерность уровня заряда приводит к тому, что оседание частиц красящего вещества происходит значительно более равномерно, и не связано с перепадами давления компрессора, усилием нажатия на курок и прочими факторами.
Кроме того, сухая порошковая краска более экологична, поскольку не содержит в себе токсичных органических растворителей. Тем не менее, при окрашивании рекомендуется пользоваться респиратором.
В применении порошковых красок имеются и ограничения. Например, с целью увеличения поверхностной активности окрашиваемой поверхности её рекомендуется подогревать до 150…200°С. В противном случае сила сцепления разноимённых зарядов уменьшается, что повлияет на долговечность.
Порошковые трибостатические пистолеты
Общий принцип действия заключается в том, чтобы сообщать частицам краски электрический заряд. Наиболее просто это происходит трением.
Работа трибостатического пистолета для порошковой покраски состоит в следующем. Бачок заполняется порошковым красителем (исходный материал должен иметь определённую влажность, при которой исключается слипание смежных частиц сухой краски, что приведёт к перерасходу энергии). Бачок присоединяется к корпусу пистолета, в то время как к торцевой части прикрепляется шланг для транспортного потока воздуха от воздухозаборника.
Длина шланга определяется мощностью компрессора, и у бытовых исполнений пистолетов обычно не превышает 3 метров. Корпус пистолета предварительно заземляется. При включении происходит смешивание частиц воздуха с порошкообразным красителем. Создаётся мощный турбулентный поток смеси, в котором происходит интенсивное трение смежных частиц порошка. Этот поток канализируется через выходное отверстие насадки и выбрасывание на окрашиваемую поверхность.
Внутренняя поверхность заземлённого корпуса преднамеренно снабжена макронеровностями, поэтому полимерные частицы красителя испытывают значительное воздействие сил трения, вследствие чего их заряд дополнительно возрастает.
Трибостатические пистолеты конструктивно просты, и обладают меньшей ценой, однако их производительность связана с некоторыми внешними ограничениями:
- При функционировании в условиях низких температур эффективность трибостатического метода снижается, Причины – повышение влажности воздуха и комкование частиц порошка.
- Далеко не все порошкообразные красящие смеси могут эффективно электризоваться трением. Например, во все составы, кроме эпоксидных композиций, приходится добавлять полярные растворители, а они повышают плотность порошка, и увеличивают необходимую мощность компрессора.
- Производительность инструмента определяется размерами бачка (стандартная комплектация включает в себя бачок ёмкостью 0,5 л). Поэтому способ подходит для окраски сравнительно небольших по площади поверхностей.
- Интенсивность заряда зависит от степени заполнения бачка. При малом количестве порошка трение ослабевает, что может привести либо к уменьшению толщины слоя краски, либо к ухудшению её сцепления с окрашиваемой поверхностью.
Электростатические пистолеты порошкового окрашивания
Конструкция таких приспособлений более сложная. Электростатический пистолет для порошковой покраски состоит из следующих частей:
- Корпуса с ручкой, на котором располагается панель управления.
- Бачка, заполняемой красящим порошком.
- Разрядника с электромагнитной ловушкой.
- Преобразователя (иногда комплектуемого и блоком питания).
- Электрода с соплом.
- Питающего и заземляющего кабелей.
Поскольку электростатическое поле здесь создаётся принудительно, то для электризации подойдёт любая полимерная краска, например, полиэфирная или полиуретановая, что даёт электростатическому пистолету определённое преимущество перед трибостатическим.
При условии подачи в смешивающую камеру (которая занимает большую часть внутреннего объёма корпуса) сухого и чистого воздуха, заряд, приобретаемый частицами порошка, оказывается значительным. Это позволяет использовать электростатический пистолет для окрашивания больших поверхностей.
Последовательность действия устройства такова. Электростатическое поле, возбуждаемое разрядником, создаёт внутри камеры разность потенциалов, поскольку внешняя часть корпуса заземлена. Создаются силы, активно перемешивающие смесь, и направляющие её к выходу из камеры, где установлен полый электрод. Его электромагнитная ловушка дополнительно ускоряет поток заряженных частиц, и выбрасывает его наружу с большой скоростью.
Поскольку окружающий воздух имеет собственную влажность, то сила электростатического притяжения практически не зависит от расстояния между заземлённой поверхностью окрашиваемого изделия и пистолетом. В результате заряженные частицы порошка равномерно осаживаются на металл окрашиваемой заготовки.
Иной принцип создания электростатического поля реализован в пистолетах немецкой фирмы Ransburg. Здесь используется центробежное распыление от вращающегося с большой скоростью диска. Для заряда частиц используется скользящий контакт, который имеется на самом диске.
Поток порошка под воздействием центробежных сил разбивается на микроструи, и вытягивается электромагнитной ловушкой, после чего направляется на поверхность, требующую окрашивания. Траектория движения частиц располагается вдоль магнитных силовых линий электростатического поля, поэтому поток всегда получается плотным и равномерным.
Принципы выбора порошкового пистолета
Основными критериями целесообразности той или иной модели пистолета для порошковой покраски являются:
- Производительность и размеры окрашиваемой площади.
- Условия, в которых будет проводиться окрашивание (температура и влажность воздуха, расстояние до изделия).
- Масса устройства.
- Наличие пневматического оборудования и его характеристики.
- Возможные ограничения по составу порошковой краски.
Для минимальных объёмов окрасочных работ идеальный вариант – трибостатические пистолеты линейки Старт. Они отличаются минимальной массой и ценой, а также просты в применении.
Посадочное место под бачок унифицировано с целью возможного применения и более вместительных ёмкостей. Необходимое разрежение создаётся мини-электродвигателем, работающим от сети 220 В, и потребляющего не более 2…3 Вт мощности. Расстояние до объекта невелико, зато цена устройства – до 11000 руб. – вполне оправдывает его использование в бытовых целях.
Технически более сложными моделями считаются порошковые пистолеты Лидер. В отличие от предыдущей марки здесь выброс частиц красящего порошка производится под воздействием электромагнитного импульса. Потребляемая мощность несколько выше – до 5 Вт, зато и расстояние между соплом и окрашиваемой поверхностью можно увеличить, что положительно повлияет на производительность окрашивания. Цена вопроса – до 12000…13000 руб.
Электростатический пистолет Ransburg No2 – единственный представитель подобного оборудования, которому не требуется воздух. О компактности придётся забыть, однако КПД распыления при помощи центробежного диска – максимально возможное, и достигает 97…98%. Цена комплекта – от 560000 руб., что предполагает значительные объёмы окрасочных работ.
Альтернативой предыдущей модели являются электростатические пистолеты Tesla impuls. Они компактны, допускают регулировку параметров процесса распыления, отличаются простотой в управлении, да и стоят намного дешевле – до 13000…15000 руб.
Описание
За несколько последних лет изготовители стремились сделать полиэфирную продукцию более безопасной и экологически чистой. В результате начали производить порошковые полиэфирные краски, имеющие высокие технические характеристики, но при этом обладающие меньшей токсичностью. Такие красители можно даже использовать для емкостей, контактирующих с пищевыми продуктами, а также для окрашивания предметов детской мебели, игрушек. Когда порошковая краска на основе полиэфиров высыхает, она остановится полностью безопасной, не выделяет в воздух вредных, токсичных веществ. Полиэфирные красители стали безопасными, при этом их стоимость увеличилась незначительно.
Данные составы имеют отличный показатель атмосферостойкости, обладают повышенной стойкостью к изнашиванию, стиранию, а также имеют хорошую механическую прочность. Эти смеси имеют разный показатель устойчивости к погодным явлениям, но в любом случае полиэфирные краски не хуже чем какие-либо другие порошковые краски. Красящие составы на основе полиэфирных веществ имеют отличную диэлектрическую способность, которая близка к показателю эпоксидной или эпоксидно-полиэфирной краски. Но устойчивость к воздействию щелочей у полиэфирных покрытий значительно ниже.
Чаще всего полиэфирная краска для металла наносится несколькими слоями, общая толщина покрытия составляет от 60 до 120 мкм. Окрашенная поверхность имеет глянцевый блеск. Данные красители имеют хороший показатель адгезии к разным металлам, даже к легким сплавам.
Сферы применения
Используют полиэфирные и эпоксидно-полиэфирные порошковые краски для создания защитного слоя от неблагоприятного воздействия атмосферных факторов. Составы могут применяться в многослойной технологии, к примеру, для покраски автомобильных колес, в качестве финишного лакокрасочного материала. Вот перечень основных объектов, которые можно окрашивать порошковыми смесями на основе полиэфиров:
- профили из алюминия;
- различные строительные архитектурные конструкции;
- металлические детали автомобилей;
- колесные пары;
- сельскохозяйственная техника;
- садовые инструменты и оборудование;
- мебельные предметы;
- бытовая техника;
- электрическое оборудование;
- металлическая посуда;
- нагревательные приборы, и многое другое.
Покрашенные изделия и конструкции можно эксплуатировать как внутри, так и снаружи помещений. Они имеют устойчивый блеск, водостойкость, стойкость к жидкому топливу, растворителям и минеральным маслам.
Применяют полиэфирные краски для обработки разных металлических деталей, которые подвержены трению, а также химическим веществам и абразивному износу. Эти красители можно наносить на некоторые виды химического оборудования, емкостей, в которых хранятся газообразные и жидкие химические вещества. Подходит полиэфирная краска для мебели, ее можно наносить на другие разновидности порошковых составов, например, на полиакрилат, эпоксидную смолу, и прочее.
Уникальное средство для ремонта кожаных изделий! просто нанесите…
Эпоксидно-полиэфирные краски
Гибридные или эпоксидно-полиэфирные порошковые краски – это эффективное сочетание двух веществ – полиэфирных и эпоксидных смол. Данные составы имеют привлекательную цену, а также они отличаются многими технологическими преимуществами, к примеру, окрашенная поверхность обладает устойчивостью к высокой температуре, химической стойкостью, улучшенными механическими качествами, а также небольшой чувствительностью к ультрафиолетовому излучению.
Эпоксидно-полиэфирная краска имеет отличные декоративные качества, поэтому данный лакокрасочный материал очень востребован. Благодаря современным технологиям изготовления и нанесения порошковых красок, удалось не только расширить цветовую палитру, но также создавать различные по структуре покрытия. Данная разновидность полиэфирной краски дает возможность создавать поверхность под кожу, муаровые узоры, поверхности разных оттенков, антикварные покрытия, и прочее.
Сферы применения
Используют порошковые эпоксидно-полиэфирные краски для различных целей, в зависимости от соотношения эпоксидных и полиэфирных веществ. Применяются составы для окрашивания:
- изделий и предметов, используемых в домашнем обиходе;
- разных металлических поверхностей, включая кузова автомобилей;
- садовых конструкций;
- офисных помещений и предметов;
- трубопроводов;
- мебели, используемой в школах и медицинских учреждениях;
- спортивного инвентаря и принадлежностей;
- емкостей для хранения химической продукции;
- осветительных, торговых, электрических, установок и оборудования.
Эпоксидно-полиэфирные смеси применяют для защиты разных цветных металлов, например, латуни, меди, бронзы. Окрашенный слой препятствует возникновению окисления и коррозии, благодаря чему металлическая поверхность надолго защищена от повреждений. Также эти красящие смеси используют для нанесения на стеклянные емкости и поверхности, например, парфюмерные и косметические бутылки, на которых краска создает очень привлекательную, текстурную пленку любого цвета.
Правила окрашивания
Полиэфирную и эпоксидно-полиэфирную краску можно наносить двумя способами:
- электростатическим распылением;
- трибостатическим напылением.
Важно помнить, что эти лакокрасочные материалы требует осторожности во время их нанесения. В ходе окрашивания важно работать в индивидуальных средствах защиты – респираторе, очках и перчатках. Покраска поверхности данными красками включает в себя следующие шаги:
- удаляются старые лакокрасочные материалы, а также неровности, дефекты, ржавчина с металлической поверхности, пыль, и прочие загрязнения;
- наносится один или два слоя грунтовки;
- после высыхания грунта наносится порошковая краска электростатическим или трибостатическим методом;
- проводится полимеризация нанесенного слоя. Данный процесс включает в себя нагрев окрашенной поверхности до высокой температуры – от 140 до 220 градусов, в зависимости от разновидности полиэфирной краски. Когда порошок нагревается до такой температуры на металле, он медленно расплавляется и превращается в прочный, однородный слой.
Окрашенное изделие может быть глянцевым или фактурным. Глянцевое покрытие стоит выбирать, если нужно скрыть небольшие неровности или какие-либо дефекты на поверхности. А фактурный слой подчеркивает все достоинства конструкции или детали.
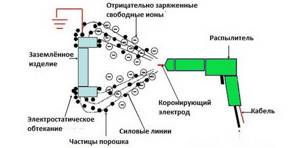
Электростатическое напыление
Технология порошковой окраски электростатическим напылением.
Рис. 1 — Технология зарядки коронным разрядом
Его популярность обусловлена следующими факторами: высокая эффективность зарядки почти всех порошковых красок, высокая производительность при порошковом окрашивании больших поверхностей, относительно низкая чувствительность к влажности окружающего воздуха, подходит для нанесения различных порошковых покрытий со специальными эффектами (металлики, шагрени, мауары и т.д.).
Наряду с достоинствами электростатическое напыление имеет ряд недостатков, которые обусловлены сильным электрическим полем между пистолетом распылителем и деталью, которое может затруднить нанесение порошкового покрытия в углах и в местах глубоких выемок. Кроме того, неправильный выбор электростатических параметров распылителя и расстояния от распылителя до детали может вызвать обратную ионизацию и ухудшить качество полимерного порошкового покрытия.
Оборудование для порошковой окраски — электростатический пистолет распылитель есть типовом комплексе порошковой окраски Альфа Колор.
Рис. 2 — Эффект клетки Фарадея
Эффект клетки Фарадея — результат воздействия электростатических и аэродинамических сил.
На рисунке показано, что при нанесении порошкового покрытия на участки, в которых действует эффект клетки Фарадея, электрическое поле, создаваемое распылителем, имеет максимальную напряженность по краям выемки. Силовые линии всегда идут к самой близкой заземленной точке и скорее концентрируется по краям выемки и выступающим участками, а не проникают дальше внутрь.
Это сильное поле ускоряет оседание частик, образуя в этих местах порошковое покрытие слишком большой толщины.
Эффект клетки Фарадея наблюдается в тех случаях, когда наносят порошковую краску на металлоизделия сложной конфигурации, куда внешнее электрическое поле не проникает, поэтому нанесение ровного покрытия на детали затруднено и в некоторых случаях даже невозможно.
Рис. 3 — Обратная ионизация
Обратная ионизация вызывается излишним током свободных ионов от зарядных электродов распылителя. Когда свободные ионы попадают на покрытую порошковой краской поверхность детали, они прибавляют свой заряд к заряду, накопившемуся в слое порошка. Но поверхности детали накапливается слишком большой заряд. В некоторых точках величина заряда превышается настолько, что в толще порошка проскакивают микро искры, образующие кратеры на поверхности, что приводит к ухудшению качества покрытия и нарушению его функциональных свойств. Также обратная ионизация способствует образованию апельсиновой корки, снижению эффективности работы распылителей и ограничению толщины получаемых покрытий.
Для уменьшения эффекта клетки Фарадея и обратной ионизации было разработано специальное оборудование, которое уменьшает количество ионов в ионизированном воздухе, когда заряженные частицы порошка притягиваются поверхностью. Свободные отрицательные ионы отводятся в сторону благодаря заземлению самого распылителя, что значительно снижает проявление вышеупомянутых негативных эффектов. Увеличив расстояние между распылителем и поверхностью детали, можно уменьшить ток пистолета распылителя и замедлить процесс обратной ионизации.
Трибостатическое напыление
Технология порошковой окраски трибостатическим напылением.
Рис. 4 — Трибостатическое напыление — зарядка трением.
В отличие от электростатического напыления, в данной системе нет генератора высого напряжения для распылителя. Порошок заряжается в процессе трения.
Главная задача — увеличить число и силу столкновений между частицами порошка и заряжающими поверхностями пистолета распылителя.
Одним из лучших акцепторов в трибоэлектрическом ряду является политетрафторэтилен (тефлон), он обеспечивает хорошую зарядку большинства порошковых красок, имеет относительно высокую износоустойчивость и устойчив к налипанию частиц под действием ударов.
Рис. 5 — Отсутствует эффект клетки Фарадея
В распылителях с трибостатической зарядкой не создается ни сильного электрического поля, ни ионного тока, поэтому отсутствует эффект клетки Фарадея и обратной ионизации. Заряженные частицы могут проникать в глубокие скрытые проемы и равномерно прокрашивать изделия сложной конфигурации.
Также возможно нанесение нескольких слоев краски для получения толстых порошковых покрытий.
Распылители с использованием трибостатической зарядки конструктивно более надежны, чем пистолеты распылители с зарядкой в поле коронного разряда, поскольку они не имеют элементов, преобразующих высокое напряжение. За исключением провода заземления, эти распылители являются полностью механическими, чувствительными только к естественному износу.
Таблица. Характеристики основных типов конверсионных покрытий.
| Тип фосфатного покрытия | Цвет | Слой (г/м
2 ) |
Толщина (мкм) | Пористость(%) | Твёрдость по карандашу |
|---|---|---|---|---|---|
| Железофосфатное Fe3(PO4)2·8H2O | Синий | От 0,1 до 0,5 | От 0,1 до 0,5 | От 0,5 до 1 | Н |
| Цинкжелезофосфатное Zn2Fe(PO4)2·4H2O | Умеренно серый | От 10 до 30 | От 5 до 15 | От 0,05 до 0,4 | НВ |
| Цинкфосфатное Zn3(PO4)2·4H2O | Серый | От 2 до 10 | От 1 до 5 | От 0,05 до 0,5 | От НВ до >Н |
| Цинккальцийфосфатное Zn2Ca(PO4)2·2H2O | Светло серый | От 1,5 до 6 | От 1 до 3 | От 0,05 до 0,4 | От НВ до >Н |
| Марганецфосфатное (MnFe)5H2(PO4)4·4H2O | Тёмно серый | От 8 до 40 | От 3 до 25 | От 0,5 до 3 | От В до >НВ |
Общие характеристики
Твердые дисперсные структуры, в соединении которых присутствуют пленкообразующие смолы, отвердители (сиккативы), различные пигменты, а также установочные добавки, называются порошковыми красками.
Таким составам присущи:
- гомогенность (однотипность состава);
- физическое и химическое постоянство;
- неизменность смеси при эксплуатации и хранении.
Полиэфирные порошковые краски производятся следующим образом: все компоненты смешивают, затем гомогенизируют, (это происходит при высокой температуре в двухшнековом экструдере). Готовый расплав охлаждают, измельчают и просеивают, чем добиваются однородности порошка. Такие краски используют исключительно для металлических поверхностей. Однако за последнее десятилетие созданы несколько видов порошковых ЛКМ для пластика и дерева.
Такие краски отличаются экологической безопасностью, хорошими защитными свойствами, декоративностью. Кроме того, они экономичны. Окрашивание происходит в специальной камере, чем достигается 100% использование материала.
Особенности порошковой краски:
- декоративность (возможность использовать широчайшую цветовую палитру);
- надежность (высокая химическая устойчивость);
- возможность получить довольно толстое покрытие за одно окрашивание;
- полное отсутствие потеков на вертикалях;
- хорошая адгезия.
Разновидности
Широкое применение нашли порошковые краски на основе термоотверждаемых пленкообразующих. Они делятся на 2 вида: полиэфирные и эпоксидно-полиэфирные.
Полиэфирные составы
В их основе – специальный мелкодисперсный порошок, в котором используются полиэфир, пигменты и добавки, но при этом отсутствуют, какие бы то ни были растворители и эпоксидная смола.
Полиэфирные краски отличаются малой токсичностью, поэтому их применяют даже для окрашивания велосипедов, деталей автомобилей. Они разработаны для различных металлических поверхностей, регулярно испытывающих различные атмосферные воздействия (высокие/низкие температуры, снег, дождь, град, ветер) Устойчивость к перепадам температуры очень высокая. Способы нанесения – электростатический или трибостатический методы.
Среди других положительных характеристик:
- отличные показатели розлива и укрывистости;
- стойкость к агрессивным химическим веществам;
- быстрота высыхания.
Совет! Храните ЛКМ не более 12 месяцев при температуре 25°С.
Эпоксидно-полиэфирные
В основе таких красок находятся полиэфирные (до 50 – 70% общего состава) и эпоксидные смолы, дополненные отвердителем, наполнителями и пигментами (до 35 – 50% общего состава). Они относятся к порошковым эмалям внутреннего применения и имеют высокие прочностные характеристики:
- ударопрочность;
- эластичность;
- стойкость к растворителям;
- хорошую растекаемость.
Эпоксидно-полиэфирные (гибридные) краски применяют для окрашивания и улучшения внешнего вида изделий из металла, эксплуатируемых внутри помещения. Это может быть:
- электрооборудование;
- бытовая техника;
- посуда;
- мебель для дома и офиса;
- аксессуары для автомобилей;
- нагревательные приборы;
- туристические принадлежности.
Методы окрашивания: электростатический или трибостатический. Эпоксидно-полиэфирные составы отлично защищают от коррозии, не желтеют при воздействии высоких температур.
Совет! Работая с такими эмалями, соблюдайте осторожность – надевайте защитную маску, специальные очки и перчатки.
Методы покраски
Существует 2 способа нанесения порошковых полиэфирных и эпоксидно-полиэфирных составов – это электростатическое и трибостатическое распыление. Типовой процесс покраски состоит из следующих шагов:
- Подготовки основания предмета к покраске – зачистки от ржавчины, обработки грунтовками.
- Нанесения на окрашиваемый предмет порошка одним из самых подходящих для этого способов.
- Полимеризации при температуре от 140 – 220 °С. Это зависит от вида краски. В процессе подогревания порошок медленно расплавляется, в результате чего получается прочное однородное покрытие.
Производители порошковых красок выпускают составы, напоминающие хром, патину, медь, анодированный алюминий и некоторые металлы. Поверхности после окрашивания могут быть глянцевыми, способными скрывать мелкие дефекты, или фактурными, подчеркивающими достоинства. Выбор для потенциального потребителя огромен.
Состав
Полиэфирный лкм изготавливают смешением составляющих и их дальнейшей гомогенизации в специальном двухшнековом экструдере под действием высоких температур. Далее сплав подвергают охлаждению, затем он измельчается и просеивается. Благодаря этому смесь становится однородной. В составе таких структур имеется пленкообразующая смола, отвердитель, разные пигменты и добавки.
Роль наполнителей и пигментов заключается в улучшении свойств состава и покрываемой поверхности. Например, добавляя их в разных пропорциях можно регулировать свойства состава по электризуемости, стойкости к температурным колебаниям, электрической проводности, прочности и т.п.
Заметка: Если как наполнитель используется металлический порошок, то можно создать имитированную металлическую поверхность.
Без использования таких веществ, как пигмент, наполнители, покрываемая поверхность будет прозрачной.
Входящие в состав пластификаторы отражают физико-механические характеристики материала. От них зависит температура и время образования пленки. Они не должны ни в коем случае нарушать агрегатные свойства полимеров, влиять на ухудшение технологических характеристик, вмешиваться в процесс образования пленки.
С помощью применения модифицирующих веществ также улучшаются свойства материала. Однако широко распространена физическая модификация благодаря разным добавкам пленкообразователям. С использованием модификаторов можно изменять характеристики и с технологической стороны, а именно свойства вязкости сплава, показатели сыпучести и т.п.
Адсорбенты нужны для термоактивных пленкообразующих лкм. Чтобы ускорить процесс используются соответствующие ускорители. Их активация производится при достижении высоких температур, когда начинает запускаться отвердительный процесс после того, как пленкообразователь расплавляется и формируется жидкая пленка.
Система отверждения это самый значимый компонент термоактивной краски. От нее зависит помимо стабильности и условий отверждения еще и эксплуатационные качества покрытия.
С помощью добавок добиваются повышения атмосферной стойкости материала. Они снижают фотодеструкцию полимеров под действием ультрафиолетовых лучей. Сюда же входит и стойкость к температурным колебаниям, сыпучие качества состава и т.п.
Подробности
Виды
Сейчас широкое применение получила порошковая краска, имеющая в своем составе пленкообразующие отвердители, которые бывают двух типов:
- Полиэфирного;
- Эпоксидно — полиэфирного.
В составе первого типа присутствует наличие порошкообразной смеси с высокой дисперсностью, состоящего из добавок, пигментов и полиэфиров. Стоит заметить, что растворителя и эпоксидных смол в составе этого вида нет эпоксидной смолы и разжижителя.
Малотоксичны, могут использоваться при окрашивании спортивного оборудования, деталей автомобилей и т.п. Разрабатываются специально для металлических элементов, на которые регулярно воздействуют атмосферные явления, такие как осадки и температурные колебания.
Способов нанесения два: электростатический и трибостатический.
К преимуществам можно отнести химическую стойкость, быстрое высыхание, укрывистость.
Порошок имеет однородную структуру, потому, что охлажденный расплав подвергается измельчению и просеиванию. Помимо металлических конструкций эта краска может использоваться и для покрытия пластиковых и деревянных. Краска безопасная с хорошими защитными свойствами, также она имеет экономичный расход.
Особенностью данного материала является его декоративность, широкая цветовая палитра, стойко переносит химические средства, хорошая плотность нанесения, обладание хорошей адгезией.
Эпоксидные полиэфирные лкм состоят из смолы, отвердительных материалов, наполнителей и пигментов. Большую часть занимают смолы, где процентов от пятидесяти до семидесяти. Этот материал выпускается для внутренних работ.
Заметка: ЛМК еще носят название гибридных.
Уникальные свойства порошковых эмалей заключаются в ударопрочности, упругости, устойчивости к разного рода растворяющих веществ, а также хорошей растекающейся способностью.
Применяется для покраски металлических поверхностей бытовой техники и электрических приборов, автомобильных деталей и т.д
Такой состав служит отличной защитой от коррозийных образований, стойко переносит температурные колебания температур и не теряет своей яркости.
Эпоксидные краски считаются универсальными. Ее можно использовать как для наружных, так и для внутренних работ. Они отлично сочетают в себе физико-механические и электроизоляционные качества. Отличаются хорошей адгезией, обладают стойкостью к воздействию химическими веществами. Стойки к действию щелочи, топлива, масла, воды. Поэтому могут применяться для защиты трубопровода внутри и снаружи.
Способы нанесения
Может наноситься двумя способами: электростатическим распылением или трибостатическим распылением.
Важно: Работая с такими составами необходимо соблюдать работать в средствах защиты и быть предельно осторожными.
Этапы покраски:
- Подготовительная часть. Покрываемая поверхность чистится от старого покрытия, различных образований и дефектов;
- Затем поверхность необходимо обработать грунтовочной смесью; После наносят порошок любым способом;
- Затем покрытие полимеризуется, т.е. крашеную поверхность подвергают высоким температурам, которая подбирается в зависимости от красящего состава. При нагревании порошкообразная смесь начинает плавиться, превращаясь в очень прочную однородную поверхность.
|
|



