28.12.2017
Лепестковые шлифовальные круги являются разновидностью абразивного инструмента на гибкой основе. Стандартные типы лепестковых кругов объединяет главный признак, шлифующая поверхность состоит из лепестков, вырезанных из шлифовальной шкурки на тканой или нетканой основе. Лепестки фиксируются на основе с помощью высокопрочных смол. По видам лепестковые круги различаются типом закрепления лепестков:
У перечисленных видов лепестковых кругов существует достаточно разновидностей, но конструкционно и технологически они не имеют принципиальных отличий. На каждый вид лепестковых кругов стандартами предусмотрены технические требования.
Содержание
- 1 Круги лепестковые с отверстием (насадные) КЛ и с оправкой КЛО
- 2 Классифицирование
- 3 КЛО 80х20х14А Р60 2 F 40 м/с ГОСТ 22775
- 4 Размер абразивных зерен дисков
- 5 Разновидности дисков, специфика их использования
- 6 Круги лепестковые торцевые типа КЛТ типа 29
- 7 Обработка поверхностей из древесины посредством УШМ
- 8 Шлифование металлических поверхностей
- 9 Выбор Характеристик лепестковых кругов
- 10 Безопасность эксплуатации лепестковых кругов
- 11 Выбор шлифовального диска
Круги лепестковые с отверстием (насадные) КЛ и с оправкой КЛО
Должны соответствовать требованиям ГОСТ 22775-77 или внутренних ТУ предприятий изготовителей.
Для кругов КЛ установлены следующие типоразмеры и допустимые отклонения, в мм:
| Наружный диаметр D | Высота, Н ± 1 | Диаметр посадочного отверстия d+ 0,5 | ||
| Номин. | Пред. откл. | |||
| 100 | ± 2 | 25; 30; 40; 50 | 32; 40; 44,5 | |
| 120 | ||||
| 150 | 25; 30; 40; 50; 75 | |||
| 165 | ||||
| 175 | ||||
| 200 | ||||
| 250 | ± 3 | 50; 75; 100; 125; 140 | 44,5; 50; 75 | |
| 300 | 44,5; 50; 75 | |||
| 350 | 44,5; 50; 75; 127 | |||
| 400 | ± 4 | 50; 75; 100; 125; 140 | 75; 127; 203 | |
| 450 | 75; 127; 203 | |||
| 500 | 75; 127; 203 | |||
По согласованию с потребителем допускается изготовление
кругов с другими размерами по чертежам
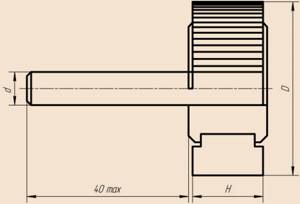
Для кругов КЛО установлены следующие типоразмеры и допустимые отклонения, в мм:
| Наружный диаметр D | Высота, Н ± 1 | Длинна оправки, L ± 3 | Диаметр посадочного отверстия d ± 0,1 | |
| Номин. | Пред. откл. | |||
| 30 | ± 1 | 10;15; 20 | 30; 40 | 3; 6 |
| 40 | 15; 20 | 6 | ||
| 50 | 20; 30 | |||
| 60 | 15; 20; 30; 40 | |||
| 80 | 30; 40; 50 | |||
— Специфическая разновидность шлифовальных кругов (см. соответствующий пункт), имеющая особую структуру рабочей поверхности — она состоит из радиально расположенных сегментов (лепестков) из наждачной шкурки. Эти сегменты частично накладываются друг на друга, образуя подобие веера, отсюда и другое название подобных насадок — веерные круги.
Одно из главных преимуществ таких насадок перед традиционными жесткими кругами заключается в минимуме шума и вибраций. Кроме того, края абразивных лепестков, которые и задействуются при работе, при износе постоянно стачиваются до нового, острого зерна; за счет этого круг можно использовать, пока он не сотрется целиком, и все это время лепестки будут сохранять эффективность.
Отметим, что существует две основных разновидности таких кругов — плоские и конусные; во второй разновидности лепестки слегка загнуты наружными краями кверху (при положении круга рабочей поверхностью вниз). Плоские модели предназначены в основном для обработки ровных поверхностей; конусные при таком применении несколько менее эффективны, зато они отлично работают на криволинейных поверхностях, в том числе вогнутых.
| лепестковые круги | очистить |
Вопросы и пожелания по подбору (поиску) товара →
Каталог лент и шлифовальных кругов 2020 — новинки, хиты продаж, купить ленты и шлифовальные круги.
Электроинструмент
- Пилы
- Цепи и полотна (шины)
- Дрели и шуруповерты
- Сверла и буры
- Коронки и фрезы
- Наборы электроинструментов
- Перфораторы
- Зубила и пики
- Шлифовальные машины
- Круги отрезные
- Ленты и шлифовальные круги
- Щетки крацовки
- Многофункциональный инструмент
- Насадки для граверов и реноваторов
- Фрезеры
- Электролобзики
- Пилки для лобзиков
- Электрорубанки
- Паяльники
- Аккумуляторы и зарядки для инструмента
- Патроны для дрели
- Аксессуары к инструменту
- Прочий электроинструмент
Это интересно: Черные саморезы по металлу: в чем их недостаток
Классифицирование
Лепестковые насадки превосходно показали себя при чистке железа от краски либо ржавчины, шлифовке швов, сварки и удаления задиров при обрабатывании металла посредством резки либо штампования. Применяют их и при подготовке древесины для нанесения краски либо лака. Принцип работы разных дисков единый – удаление верхнего покрова материала посредством абразива, нанесенного на основание. Изготовители выпускают самые разные модели абразивных дисков исключительно для плоского полирования и торцевой шлифовки, имеются также модификации для очищения внутренних, сокрытых пустот. Диск с лепестковым строением обладает превосходной пластичностью.
КЛО 80х20х14А Р60 2 F 40 м/с ГОСТ 22775
Для справки. На этикетке, должна быть нанесена следующая маркировка:предприятие-изготовителя; страна-изготовитель; условное обозначение круга; дата изготовления (месяц и год);знаки безопасности «»; синяя полоса безопасности для предельной рабочей скорости 50 м/с; предельная частота вращения круга в мин
-1
; знак «Недопустимо использовать для мокрого шлифования»; обозначение стандарта, устанавливающего требования безопасности;
Лепестковые круги диаметрами D ⩽ 100 мм допускается не маркировать.
Размер абразивных зерен дисков
Круги с лепестковой структурой распознают по размерам абразива. Зернистость наждачки на круге бывает различная. Имеется ряд типовых размеров зерна – 40, 60, 80, 120. Согласно отечественным нормативам, чем крупнее цифра, тем крупнее размер зерна. По зарубежным нормативам, напротив, крупная цифра равносильна более мелкой зернистости. Приобретая диск, следует не забывать, что при большой зернистости шлифовка будет более грубая, а подвергающаяся обработке плоскость шершавой.
Разновидности дисков, специфика их использования
Изготавливается ряд вариантов кругов для шлифования. Подвергнем анализу самые востребованные. Диск торцевой лепестковый (КЛТ), предназначается для обрабатывания элементов из железа, древесины, пластмассы. Основная рабочая зона – край круга. Производятся круги с зернистостью 500 и диаметром в 115-180 миллиметров, особенно ходовой – 125 мм. Размер посадочного гнезда – 22 миллиметра. Может использоваться до глубокой выработки. Употребляется как для первичной обработки, так и для завершающей зачистки. Имеются выгнутые и ровные модификации дисков, что дает возможность менять глубину забора пласта. Идеален для обработки плоскости перед нанесением ЛКМ.
Есть 2 варианта КЛТ:
- прямой, для обширных участков при шлифовке плоскостей и сопряженных плоских поверхностей;
- конусообразный, для шлифования швов, кромок и стыковых соединений.
Круг складчатый (КЛС) либо лепестковый пакетный (КЛП) производится в виде железной основы с большим числом фрагментов. Изделие подходит для самых разных материалов, в том числе металла и пластмассы. Максимальный диаметр доходит до 500 миллиметров, используется для механического и ручного обрабатывания плоскостей, размер гнезда посадки от 30 до 100 миллиметров. Размер абразивных зерен – до 500. Данные круги предназначаются для обрабатывания значительных плоскостей. Опция регулирования скорости предусматривает превосходные результаты при полировании плоскости.
Лепестковый диск с оправкой (КЛО) содержит в своей структуре оправку, посредством которой монтируется в инструмент. Практикуется для шлифовки внутренних поверхностей. Обширный масштаб типовых размеров дает возможность выбрать образец под какую угодно площадь подвергаемых шлифовке элементов. Размер абразивных зерен КЛО колеблется от 40 до 500, диаметр – от 15 до 150 миллиметров. Данная модель кругов дает возможность достигнуть хорошего уровня шлифовки.
Лепестковый круг для углошлифмашины (УШМ, болгарки). Этот лепестковый абразивный диск создается непосредственно для монтирования на угловую шлифмашину. Диаметры дисков разные, от 115 до 230 миллиметров, в том числе и диск с лепестковой структурой для небольшой углошлифмашины. Выбор диаметра осуществляется пропорционально типовому размеру инструмента. Идеальными являются диски для угловой шлифмашины 125 миллиметров. Диаметр гнезда посадки для особо востребованных моделей обладает стандартизованным параметром – 22, 23 миллиметра. Толщина круга возле его середины равняется от 1,2 до 2 миллиметров, с учетом габаритов круга.
Абразивный диск для углошлифмашины по металлу разбит на самостоятельные сектора – лепестки, от этого и идет его наименование. Лепестки покрываются тоненьким пластом крошки из синтетического корунда циркониевого электродуговой плавки, фиксируемого на основании посредством эпоксидки. Многообещающей новацией стала последняя наработка российских специалистов – круг с напылением из мелких частиц победита электроимпульсной технологии измельчения, закрепленной посредством чрезвычайно прочной припайки, что повышает срок эксплуатации.
Круги лепестковые торцевые типа КЛТ типа 29
Круги КЛТ должны изготовляться типов:
Исполнение 1 — плоский, с расположением рабочей (шлифующей) поверхности на плоской тарелке-основе (подложке);
Исполнение 2 — конический, с расположением рабочей (шлифующей) поверхности на конической тарелке-основе (подложке).
Допускается изготовление дополнительных типов (в т.ч. с прерывистой рабочей поверхностью) по НД производителей:
Для кругов КЛТ установлены следующие типоразмеры и допустимые отклонения, в мм
| Наружный диаметр D ±3 | Диаметр подложки D 1 | Диаметр посадочного отверстия H +0,16 | K=J, не менее | Длинна лепестка W, +1/-2 |
| 100 | 94 | 16 | 35,5 | 25 |
| 115 | 105 | |||
| 125 | 115 | 22,23 | 45 | 30 |
| 150 | 140 | |||
| 180 | 170 | 35 | ||
| 230 | 220 | 40 |
Обработка поверхностей из древесины посредством УШМ
При потребности в обработке большого количества поверхностей из древесины, к примеру, подготовка пола к покраске либо реконструкция лицевой части дома из древесины, идеальнее всего подойдет такое приспособление, как угловая шлифмашинка. В подобных ситуациях практикуют диск с лепестковой структурой для угловой шлифмашинки по дереву, выполненный из лепестков с напылением абразива, зафиксированными на твердой основе, выстланные внахлестку, закрывая предшествующий на 3/4 длины.
Круги разнятся по размерам абразива, который указывается на продукции. Классифицируются диски и по предназначению. Для удаления шершавости практикуются диски с малым зерном, для устранения средних шероховатостей и старой окраски понадобится диск с крупным размером зерна. Размер кругов – от 115 до 180 миллиметров, включая 125-миллиметровый.
Диски в зависимости от габаритов абразива способны оперативно убрать неравномерный пласт, плоскость при этом делается шершавой. Также можно убрать полностью все неравномерности при маленьком пласте удаляемого материала. Верным считается поочередное задействование кругов с большой и маленькой зернистостью. Твердость диска дает возможность прилагать большее усилие при очистке для усиления результативности.
При шлифовке предметов из древесины, нестандартной конструкции используются круги, в которых наждачные полоски располагаются по радиусу. Но использование подобного инструментария предполагает наличие определенных умений. Изначально нужно выработать силу прижима и градус наклона приспособления.
Шлифование металлических поверхностей
Металл шлифуется по различным потребностям. Как правило, он обрабатывается под окраску либо для последующей полировки. Подбор диска зависит от степени шлифовки и от технического состояния металла. В процессе шлифовки требуется задействовать лишь часть круга. На поверхности не должно оставаться неочищенных областей. Подвергнутые обработке плоскости рекомендуется грунтовать. Имеющаяся в атмосфере влажность способна довольно быстро покрыть сталь и спровоцировать возникновение коррозии.
Выбор Характеристик лепестковых кругов
При выборе характеристик лепестковых кругов любого типа необходимо придерживаться следующих правил:
— При выборе типоразмера круга необходимо руководствоваться рекомендациями производителя оборудования и использовать размеры кругов, предусмотренные для конкретного оборудования. Для ручного электроинструмента руководствоваться инструкцией по эксплуатации.
— Марку абразивного материала необходимо выбирать в зависимости от обрабатываемого материала, по аналогии с применяемой в круге шлифовальной шкуркой:
| Электрокорунд нормальный А | Шлифование материалов с высоким сопротивлением разрыву, обдирка стальных отливок, проката, высокопрочных чугунов, предварительное шлифование углеродистых и легированных сталей, бронзы, никелевых и алюминиевых сплавов. Зачистка сварочных швов, ржавчины. Обработка изделий из дерева, пластмасс. |
| Электрокорунд циркониевый Z | Для зачистки заготовок серого чугуна, вязкой стали, Нержавеющей стали |
| Карбид кремния чёрный (С) | Для шлифования твердых материалов с низким сопротивлением разрыву, таких как чугун, бронза, латунь, стекло, драгоценные камни, мрамор, гранит, фарфор. Широко используется для обработки лакокрасочных изделий, грунтованных и шпаклёванных поверхностей |
— Выбор зернистости кругов зависит от операции и требований к шероховатости обработанной поверхности.
Лепестковые круги с использованием крупных номеров (Р24…Р36) зернистости применяют для высокой скорости съёма и снятия большого припуска, где параметр шероховатости вторичен
— Среднезернистые лепестковые круги (Р40…Р60) применяются при предварительном и чистовом шлифовании, при высоких требованиях к точности обрабатываемого профиля детали, для твёрдых и хрупких материалов, для шлифования заготовок с малым сечением.
— Для операций доводки и полирования используются мелкозернистые лепестковые круги.
— Ориентировочная зависимость между зернистостью и шероховатостью обработанной поверхности приведена в таблице:
| Зернистость FEPA | Размер зерен, мкм. | Шероховатость, Ra, мкм* |
| Р40 | 425-355 | 1,25…0,5 |
| Р50 | 300-250 | |
| Р60 | 250-212 | |
| Р80 | 180-150 | 0,4…0,1 |
| Р100 | 125-106 | |
| Р120 | 100-80 |
Безопасность эксплуатации лепестковых кругов
При работе с лепестковыми кругами необходимо придерживаться следующих правил:
-
Круг лепестковый предназначен только для шлифовальных операций на оборудовании предназначенном для этих кругов в исправном состоянии.
-
До начала работы нужно проверить круги на наличие разнообразных повреждений (разрывы, оторванные лепестки и т.д.). Поврежденный круг использовать нельзя.
-
Не использовать при работе с кругом скорость вращения больше, чем указана в маркировке круга. Для кругов КЛ и КЛО нужно следить за тем, чтобы вращение проходило в нужную сторону.
-
Крепление круга должно быть прочным, с правильно подобранными размеру крепёжных элементов, без перекосов.
-
Перед эксплуатацией круги необходимо проверить на холостом ходу в течении 2 минут, не менее. Вращение должно проходить равномерно, без биения, без вибраций. При отрыве лепестков эксплуатировать круг запрещено.
-
При обработке поверхности запрещено прикладывать значительные усилия. . Прикосновение к поверхности заготовки, должно проходить плавно, без удара, без задевания острых краев, кромок, швов, граней детали.
-
Использовать охлаждающие жидкости при работе с лепестковыми кругами запрещено.
-
При работе с кругами обязательно применение средств индивидуальной защиты (перчатки или рукавицы, соответствующая одежда, убранные волосы, защитные очки, при необходимости маска и наушники). На месте проведения работ должна быть предусмотрена вытяжная вентиляция.
Выбор шлифовального диска
При покупке круга для шлифовальной машины важны такие аспекты.
- Диаметр круга должен отвечать предельно возможному для определенного приспособления. При другом развитии событий расходный материал способен развалиться по причине превышения максимально разрешенной скорости вращения. Ресурса инструмента может быть недостаточно для вращения крупного диска. При применении диска большого размера требуется убрать предохранительный кожух, а это небезопасно.
- Рекомендуется выбирать специальные круги – универсальные, к примеру, по древесине.
- Стоит учитывать максимально допустимую линейную скорость, информация о ней наносится на тару либо боковую поверхность круга. Режим функционирования угловой шлифмашины выбирается в соответствии с этим показателем.
|
|